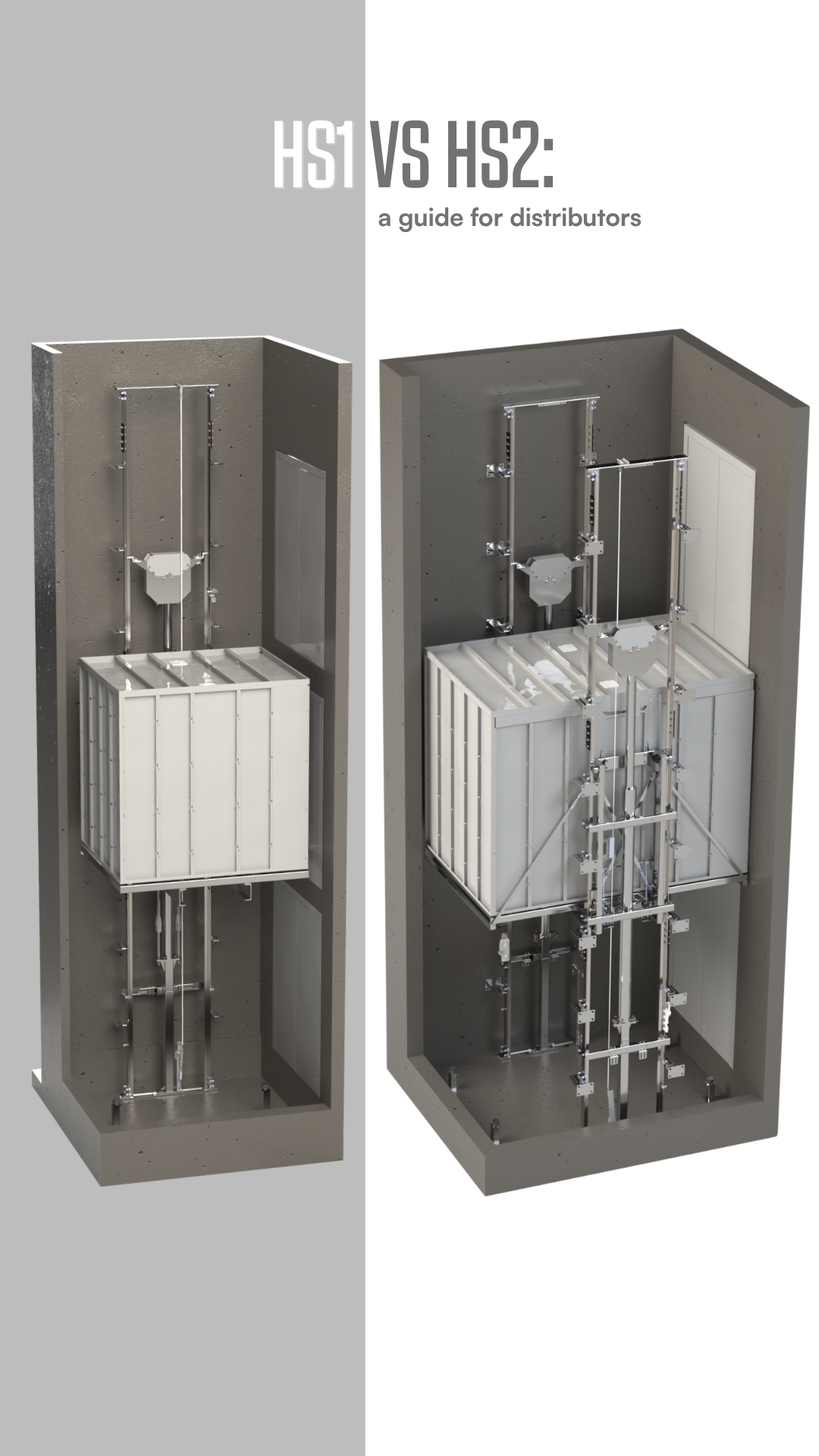
HS1 in the field: a warehouse lift project, start to finish
When a logistics company needs to move goods between floors reliably, safely, and without disrupting daily operations, the choice of freight elevator matters. A recent project for a storage and warehousing building in Lithuania offers a practical look at how Paradis lifts HS1 goods lift operates in a real-world B2B environment.
The brief
The building was already up and running – a storage facility with the shaft constructed from gas-silicate blocks inside the existing structure. The client needed to move goods between two floors, with a rated load of 1,000 kg and a cabin sized to handle standard pallet traffic. Fire compartmentation rules meant the doors had to be EI60-rated. None of this is unusual – it’s the kind of brief that comes up constantly in warehouse and logistics retrofits, where the building exists first and the lift has to work around it.
This is worth sitting with for a second, because it’s the situation most distributors actually encounter. Clients rarely come to you with a blank site and an open budget for structural work. They come to you with a building that’s already standing, a floor plan that’s already fixed, and a deadline that doesn’t move. The question isn’t “what’s the best possible lift in theory” – it’s “what fits this building, meets this load requirement, and clears the fire inspection.”
The building was already a constraint
A gas-silicate block shaft isn’t unusual, but it does narrow the options. The shaft dimensions and the 400 mm pit depth were fixed by what had already been built, leaving little room for a lift that needed a deeper pit, a non-standard headroom allowance, or other structural changes.
That’s the part of these projects that doesn’t always make it into a spec sheet, but it’s usually the deciding factor in which lift actually gets installed.
")
Why the HS1 made sense
This is exactly the scenario the HS1 is designed for. With a minimum pit depth of just 400 mm, it doesn’t demand structural changes most existing buildings can’t accommodate. The platform and shaft dimensions flex to fit the space available rather than the other way around, which matters a lot when you’re retrofitting into a building that was never designed with a lift in mind.
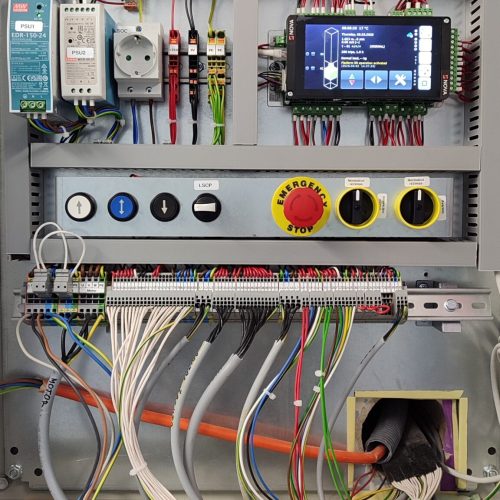
For a 1,000 kg load and a two-stop configuration, the HS1 covers the brief comfortably – and leaves room to scale if the client’s needs grow later, since the same model handles up to 1,500 kg. There’s also the smart controller to factor in: off-site monitoring, soft start and soft stop, and electronically adjustable stop levels mean the lift can be fine-tuned after installation without anyone needing to physically modify it. For a client who isn’t entirely sure yet how their workflow will settle once the lift is in daily use, that flexibility is worth more than it looks on paper.
Getting the safety story right
Fire compliance was non-negotiable here, so the doors went in as EI60-rated, hinged, finished in RAL 9010, single-leaf units opening to the left, with electromagnetic locks and the landing operating panel mounted on the wall beside each entrance. That’s a fairly standard door specification on paper, but it’s worth noting how directly it ties back to the building’s compartmentation requirements rather than being a default choice.
On the safety side of the platform itself, a photocell light curtain protects the cabin entrance, and the lift’s Unintended Car Movement Protection (UCMP) system guards against unexpected movement – the kind of protection that matters most during loading, when the platform is most vulnerable to drift. None of this required custom engineering. It’s all part of the HS1’s standard safety architecture, which is one of the more reassuring things you can tell a client who’s never specified a freight lift before.




The details that make daily operation easier
A few choices in this configuration were less about meeting a hard requirement and more about making the lift pleasant to use every day. The cabin went in with a stainless steel finish – chosen for how it holds up under daily abrasion from pallet trucks and goods handling, not for how it looks in a brochure. Automatic re-levelling keeps the platform flush with the floor regardless of load, which removes one of the small frictions that adds up over hundreds of daily cycles. LED lighting and a plywood floor round out a cabin that’s built for function first.
What this means for you as a distributor
The reason this project is worth writing up isn’t that anything about it was unusual. A gas-silicate shaft, a 1,000 kg load, an EI60 fire requirement, two stops – this is a completely ordinary brief, and it’s the kind of brief you’ll see again and again. The HS1 handled it without any need for structural compromise or a longer-than-expected lead time.
That’s the pitch worth making to clients in this segment: the HS1 isn’t a stripped-down lift that happens to be cheaper. It’s a fully-featured lift – smart controller, remote diagnostics, automatic re-levelling, the full customisation range on doors, walls, floors, and ceilings – sized and priced for projects that don’t need three tonnes of capacity or a four-metre platform.
The takeaway
This project needed a lift that could slot into a building that already existed, hit a specific load and fire-safety spec, and keep running reliably once it was in. That’s the HS1’s whole proposition in one sentence.
If you’ve got a client with a similar brief – existing structure, tight pit, fire compliance to hit – get in touch and we’ll help you work out the right configuration.